黄铜接头横孔与主孔交叉处毛刺难清理,应从钻削顺序、刀具寿命、去毛刺方法与内孔检验综合控制。
一批黄铜气路接头做完气密测试,压力没有问题,装到客户阀组上却偶尔卡住细小密封圈。拆开后才发现,直径 1.5 mm 的横孔与 6 mm 主孔交叉处挂着一圈翻边。高压气枪吹过、超声波也洗过,毛刺仍贴在内壁上。它没有脱落时看着不严重,一旦装配时被胶圈刮下,就会进入流道,堵节流孔或划伤密封面。
交叉孔毛刺难处理,原因在于钻头突破时失去完整支撑。横钻靠近主孔的一侧先穿透,另一侧刃口仍在切削,剩余材料被推向孔内,形成弯曲薄片。H59 黄铜切削性不错,但刀具磨钝、进给过大或主孔内壁有刀纹时,薄片会更长。把横孔倒角做得很亮,只能解决外口,主孔里的交叉边仍藏在视线之外。
加工顺序会改变毛刺落在哪一边。先完成主孔再钻横孔,横钻突破位置清楚,便于用内孔刷或反向倒角刀处理;先钻横孔再镗主孔,镗刀可以顺带切掉一部分交叉毛刺,但断续切削会冲击刀尖,小直径深孔也未必够得到。工艺员应看孔径、孔深和同轴要求决定顺序,不能把“先大孔后小孔”当成固定规则。
钻削参数先从刀具状态查起。小钻头刃带磨损后不容易被操作工察觉,横孔尺寸还能过通针,出口毛刺已经明显变厚。批量加工可按件数管理刀具寿命,并在换刀前后各留一件剖切样。接近突破位置时适当降低进给,能减小翻边,但降得过多会让钻头摩擦发热。使用内冷或稳定的外部冲液,还能把细屑从交叉口带走,避免二次挤压。
少量样件常用手工刮刀、磨料绳或柔性刷处理。优点是投入低,操作工能针对可见毛刺修整;缺点是力度难统一,工具碰到主孔尺寸面后,容易留下划痕。柔性刷的直径、磨料粒度和转速要通过废件试验,刷到交叉边圆滑即可。刷得太久,横孔边缘会被磨成不规则喇叭口,流量和孔径检验都受影响。
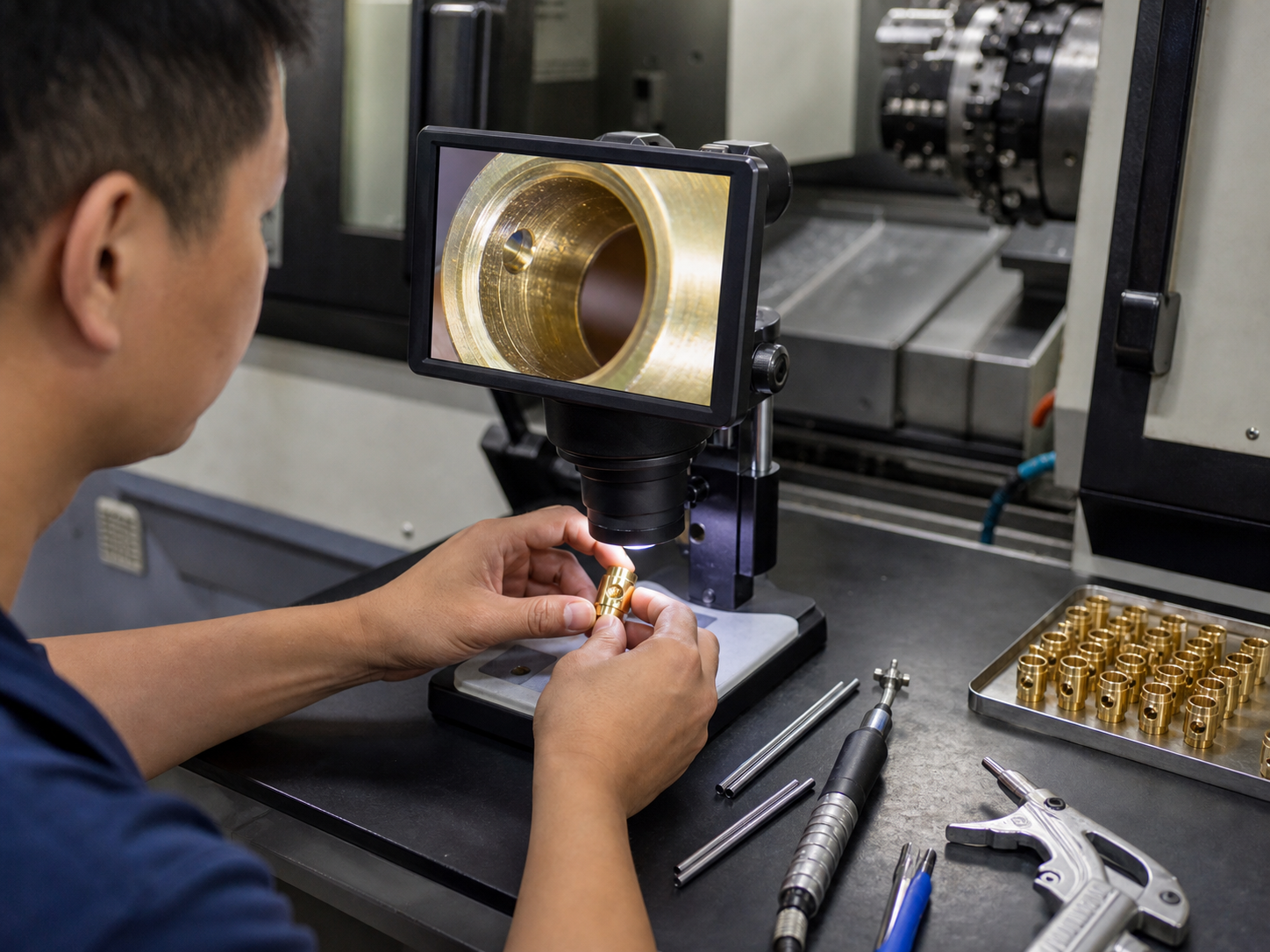
苏州维易达精密科技做此类小孔接头打样时,会在首件阶段安排一件线切割剖开,确认毛刺朝向和根部厚度,再决定采用反向倒角、柔性磨料还是调整钻削顺序。显微镜只看孔口容易漏判,剖切样虽然会损失一个零件,却能避免后面几千件都按错误方法返修。批量稳定后,再用固定频次的内窥检查和通针试验代替逐件剖切。
数量上万时,热能去毛刺可以处理封闭交叉边。混合气体在密闭腔内瞬间燃烧,细小毛刺因表面积大而先被氧化,主体尺寸变化很小。它适合结构复杂、人工工具够不到的位置,但零件必须充分脱脂,处理后还要清除氧化物。黄铜件的表面颜色也可能变化,后续若有镀镍或钝化,需要先做样件确认。设备批次费不低,小批量未必划算。
机械反向倒角刀容易接入机床循环,刀具穿过横孔后张开,在主孔内侧切出小倒角。孔太小、交叉角度偏斜或壁厚不足时,刀具没有动作空间,选用前要核对结构。
检验不能只用气枪吹和肉眼照。通针能确认孔没有堵塞,却证明不了毛刺已经去净;流量测试能发现截面积变化,也可能放过仍贴壁的薄片。较实用的组合是首件剖切或内窥镜确认形貌,过程用通针和流量抽检,清洗后再做白布或滤膜颗粒检查。关于黄铜接头材质、孔径规格和类似加工样例,可参考 https://www.weeda.cn/ 的资料,实际验收标准仍应按零件用途确定。
报价时,横孔本身可能只占几秒钟,真正拉开成本的是内侧去毛刺和验证。图纸若只标孔径,没有注明交叉边允许的倒角、毛刺高度和洁净度,供应商往往按普通通孔估价,量产后才补人工。设计阶段给主孔留出工具进入空间,或允许交叉口有明确的小倒角,通常比加工后反复挑毛刺便宜。
发现交叉孔毛刺后,先保留原样并确认它在钻削突破时怎样形成,再决定换刀、改顺序还是增加专门去毛刺工序。气枪和超声波只能带走已经脱落的碎屑,不能替代切除毛刺根部。把形貌确认、过程抽检和清洁度检查连起来,才能让隐藏在孔内的问题在出货前结束。
发表评论
最近发表
标签列表