2毫米薄铝板沉头孔装配后鼓包,应核对螺钉角度、沉头深度、剩余板厚、夹具支撑和成品试装状态。
一块 2 毫米厚的 6061 铝板,图纸要求 M3 沉头螺钉装好后与表面齐平。首件拿去试装,螺钉头确实没有高出板面,可拧紧以后孔口周围却鼓起一圈,背面还出现明显翻边。操作者若只把沉头再加深,螺钉会继续下沉,板材剩余厚度也会更薄。这个问题通常从沉头尺寸与板厚的关系开始,夹持、刀具角度和检验办法又会把误差放大。
常用公制平头螺钉的沉头角多为 90 度,但采购来的螺钉必须按对应标准核对,英制件还可能采用 82 度或其他角度。角度不匹配时,螺钉只有头部外缘或靠近杆部的一圈接触。检验员看到头顶齐平,以为沉头合格,实际拧紧力集中在很窄的环带上,薄板很快被压变形。生产前应把螺钉标准、头部直径和头高写进加工资料,不能只看“M3”三个字符。
以底孔直径 3.2 毫米、沉头大径约 6 毫米为例,90 度沉头的轴向深度约为 1.4 毫米,2 毫米板材只剩约 0.6 毫米承托螺钉头。若大径再扩大 0.2 毫米,深度也会增加约 0.1 毫米。板厚公差、表面铣削和去毛刺都会吃掉剩余厚度,因此图纸只标沉头大径而不控制深度,批量装配很容易忽高忽低。设计端还要确认这种薄板是否适合靠沉头螺钉承受较大的夹紧力。
薄板加工最怕孔下方悬空。钻底孔和沉头时,刀具轴向力会把板材向下压,机床坐标显示的深度没有错,松开压板后工件回弹,实测沉头却变浅,孔口也可能呈椭圆。夹具应让孔位附近得到连续支撑,可使用带避空孔的垫板,避空只需让钻头和沉头刀通过。压紧点不能离孔太远,多孔板还要检查中间区域是否翘起,避免第一排合格、中央几排逐渐变浅。
沉头刀刃口数量多、刀柄伸出长时,铝材上容易出现多边形振纹。减慢进给有时反而让刀具持续摩擦,孔口变亮却不圆。较稳妥的做法是缩短刀具伸出,使用适合铝材的锋利刃口,保持较低而连续的进给,并在到达尺寸后立即退刀。底孔毛刺要在沉头前清理,否则毛刺会垫住刀具或螺钉头。刀具磨损后不要靠修改深度补偿一直追尺寸,大径和角度同时变化时,补偿只能解决其中一项。
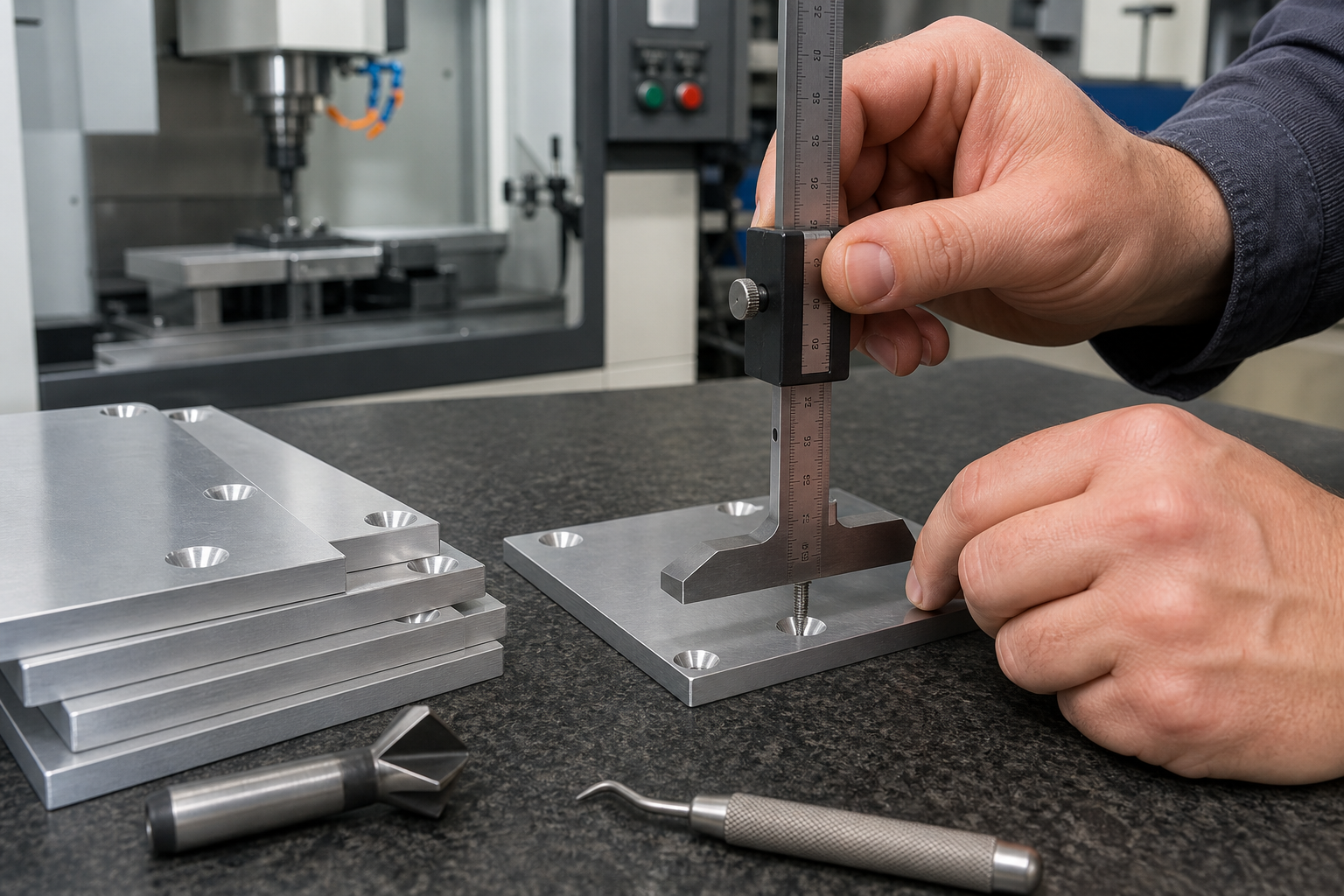
苏州维易达精密科技加工这类薄板件时,首件不会只用卡尺量沉头外径。检验员会取订单指定的螺钉试装,在不施加过大扭矩的情况下检查头部高出或低于板面的数值,再测背面剩余厚度和孔口平面度。批量生产则用沉头深度规或齐平检具抽查,换刀后重新做试装。这样能把“尺寸看似合格、装配后才鼓包”的问题留在车间。
若零件后续还要喷砂和阳极氧化,沉头孔的外观与配合会再发生变化。喷砂会让孔口边缘变钝,阳极膜在表面生长,也会使小孔和沉头接触状态略有改变。不能为了保护尺寸就在沉头里随意遮蔽,因为裸露区可能影响耐蚀和外观一致性。工艺人员应根据膜厚预留尺寸,并使用完成表面处理后的首件做装配确认。客户要求螺钉头低于板面 0.05 毫米时,这个数值应明确指成品状态。
薄板、沉头孔和配套紧固件的常见结构,可结合 https://www.weeda.cn/ 上的实物加工样例核对。报价阶段最好提供实际螺钉或完整标准号,同时说明是否需要逐件齐平检验。只控制孔径和沉头大径,普通抽检已经够用;增加头部高度、剩余壁厚与外观要求后,工厂需要制作支撑垫板和检具,检验工时也要计入单价。
批量成本可以从首件确认和刀具寿命上省下来。先加工三到五个孔,完成试装、板厚和外观检查,再放开整板程序;生产中记录每把沉头刀加工的孔数,在振纹和大径漂移出现前换刀。发生鼓包时,把夹具支撑、沉头深度和螺钉扭矩分开验证,别急着整批返铣。2 毫米铝板留给沉头结构的余量很小,把角度、剩余厚度和成品试装管住,才能既让螺钉坐平,也保住板面的平整。
发表评论
最近发表
标签列表