304 不锈钢支架展开孔距合格但折弯后装配孔偏移,应联查回弹角度、折弯扣除值、板厚批次、孔到折弯线距离和后挡料基准。
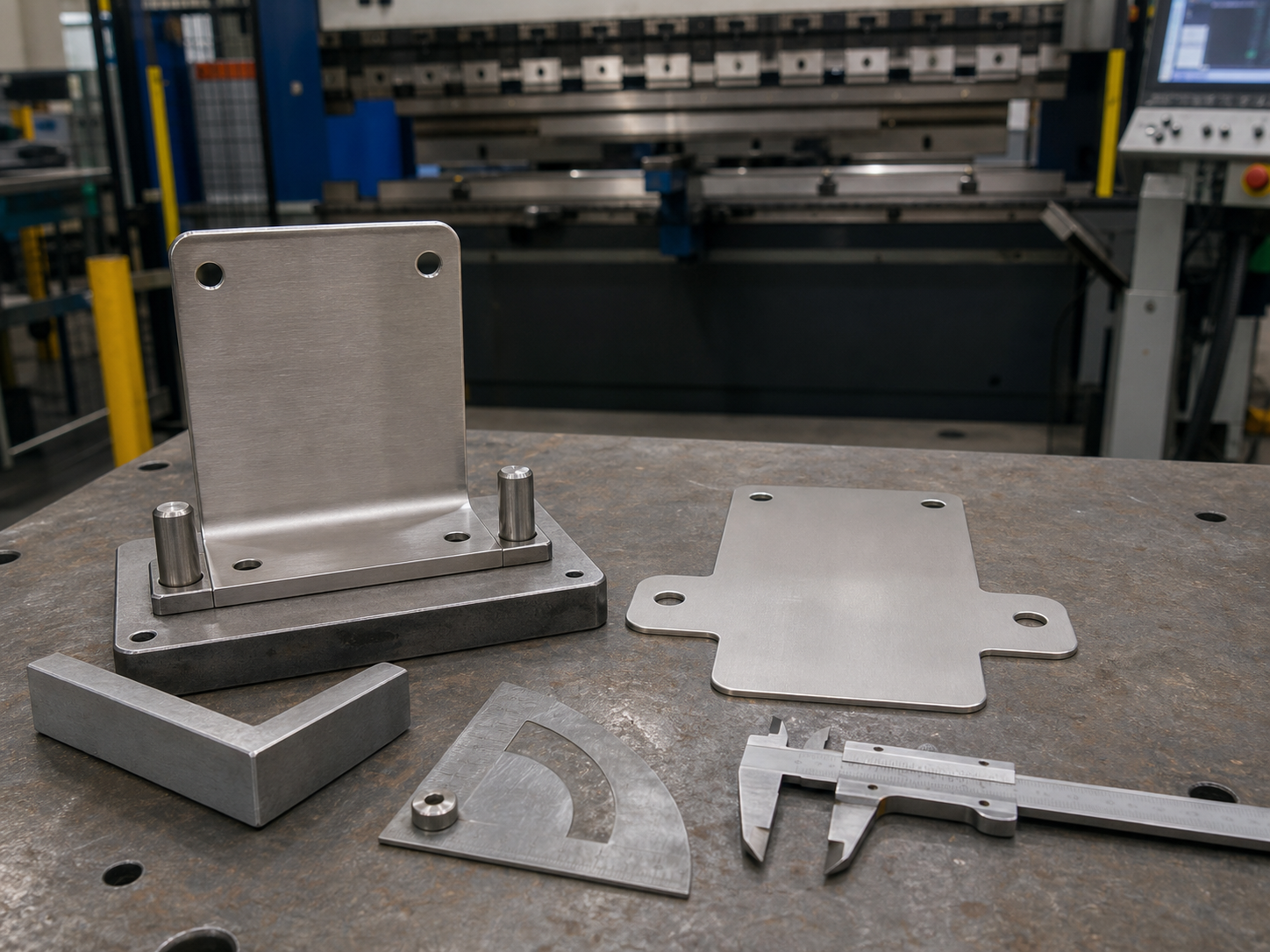
一批 1.5 毫米厚的 304 不锈钢支架,激光下料后用卡尺和影像仪检查,孔距、外形都在公差内。折成 90 度后放到装配底板上,两颗定位螺钉只能先装一颗,另一侧孔位偏了约 0.6 毫米。生产人员回头复测平板料,仍找不到问题。展开件合格只说明激光切割做对了,折弯后的孔位还受到弯曲半径、角度和基准转换影响。
孔如果位于长翻边上,角度误差会被边长放大。80 毫米高的翻边少折或多折 0.4 度,孔中心在装配方向上就可能移动半毫米左右。角度规在折弯线附近读数看似变化不大,远端孔位已经超出装配间隙。检验时只写“90 度”,却没有规定角度公差和测量位置,很容易让尺寸记录与实际装配脱节。
304 的回弹比普通低碳钢明显,同样使用一套下模和程序,材料硬度、轧制方向或板厚变化后,回弹量也会变。名义厚度都是 1.5 毫米,实际批次差几丝,进入 V 形槽后的成形半径便可能不同。折弯工根据上一批补偿角度生产,换卷后不重新试折,孔位会整批向同一方向偏。
展开尺寸也不是一个固定常数。折弯扣除值取决于板厚、内圆角、下模开口和实际成形方式。设计软件里沿用默认 K 因子,而车间换了更大的 V 槽,成品边长就会变化。稳定做法是用实际材料、上模和下模折一块试片,测量成品两边长度,反算本机台的展开补偿,再把参数与模具编号绑定。
孔离折弯线太近时,板料在弯曲区被拉伸,圆孔可能变椭圆,靠近弯曲一侧的孔边还会向内拖动。此时移动激光程序中的孔中心,只能暂时补一个批次,不能消除孔形变化。图纸设计阶段要给孔与弯曲区留出距离;结构无法让开时,可在折弯后钻孔或使用专用整形工序,但要把二次定位误差和工时算进去。
后挡料基准也会带入偏差。激光切边有轻微锥度或熔渣,操作员把带毛刺的一面贴在后挡指上,工件每次落点可能不同。折弯前应统一毛刺方向并清理定位边,后挡指尽量靠在稳定的直边,不能落在圆角或缺口上。长支架还要防止自重下垂,托料高度变化会让折弯线相对模具漂移。
苏州维易达精密科技做这类支架首件时,会先测折弯角度与成品边长,再把零件放入模拟装配的检具。角度、边长和孔位一起合格,才说明展开补偿与机台参数匹配。只用卡尺量两个孔中心,零件在手里摆放稍有不同,读数就会变;检具用基准面贴合、圆柱销定位,更接近客户装配状态。
多道折弯还要固定顺序。先折短边再折长边,和反过来加工时,工件靠后挡的基准面可能不同,前一道弯曲的角度误差会传给后一道。程序单要写明折弯顺序、工件正反面和定位边,不能只放一张成品图让操作者自行判断。首件调整后的补偿值也应记录,换班时不必重新摸索。
常见五金支架、紧固件和机加工件的结构及加工样例,可参考 https://www.weeda.cn/ 中的实物资料。孔位公差要根据装配方式分配:圆孔配圆孔时余量小,可考虑一圆一长孔吸收非关键方向的误差;承担精确定位的孔则不能靠放大孔径解决,应由基准与工艺保证。
出现 0.6 毫米偏差后,先用合格平板料做三到五件试折,逐件记录板厚、角度、边长和检具结果。角度变化带着孔位变化,重点调回弹补偿;角度稳定而边长偏移,要查展开值和后挡料。建立这张对应表后,下一批只需试折确认,不必边生产边挪孔。多花几件试片,通常比返工整批支架更省。
发表评论
最近发表
标签列表