M3 压铆螺柱在 1.0 毫米铝板上空转,应核对底孔、板材硬度、毛刺方向、压机平行度、压装行程与抗扭抽检。
装配工位拧紧 M3 螺钉时,压在 1.0 毫米铝板上的螺柱跟着转了。来料检验只量了螺柱高度和位置,外观看不出异常,直到电批上扭矩才暴露。压铆件空转很少是单一尺寸造成的,底孔偏大、孔口毛刺、板材太硬或压装没到底,都可能让螺柱齿环没有充分咬入板料。返工前要先分清是哪一种,否则换一批螺柱仍会重现。
先核对螺柱型号与板厚。不同系列的安装孔和最小板厚并不通用,不能看到都是 M3 就沿用同一把冲头。以常见薄板压铆螺柱为例,有的规格要求安装孔 4.2 毫米,孔径只允许向上放宽约 0.08 毫米;实际仍应以该型号供应图为准。板厚刚好贴着下限时,齿环可挤入的材料更少,底孔再大 0.05 毫米,抗扭余量就会明显下降。
孔怎么做,也影响压铆效果。冲孔会在入口形成圆角带,出口留下断裂带和毛刺。螺柱从毛刺面压入,支承面容易先垫在毛刺上,压机显示到位,齿环却没有吃足。激光孔的问题不同,孔壁锥度和挂渣会让实测直径随测量面变化。检验员应分别量孔口两面,并记录冲压方向;小孔可用通止塞规筛查,再用工具显微镜复核异常孔。孔中心靠板边太近时,材料会向外缘逃逸,局部鼓起也会削弱抗扭。孔口有明显翻边时,先用平面支承检查,不要拿沉头刀把孔倒大。
再看板材。5052 铝板较软,材料容易流入螺柱环槽;6061-T6 的硬度更高,同样的孔径和压力未必能形成相同锁固。压铆件依靠板料塑性流动锁紧,不是靠过盈硬塞。若螺柱硬度低于板材,齿部可能先被压平。采购更换板材牌号或热处理状态后,工艺卡必须重新确认安装力和抗扭数据,不能只比较厚度。
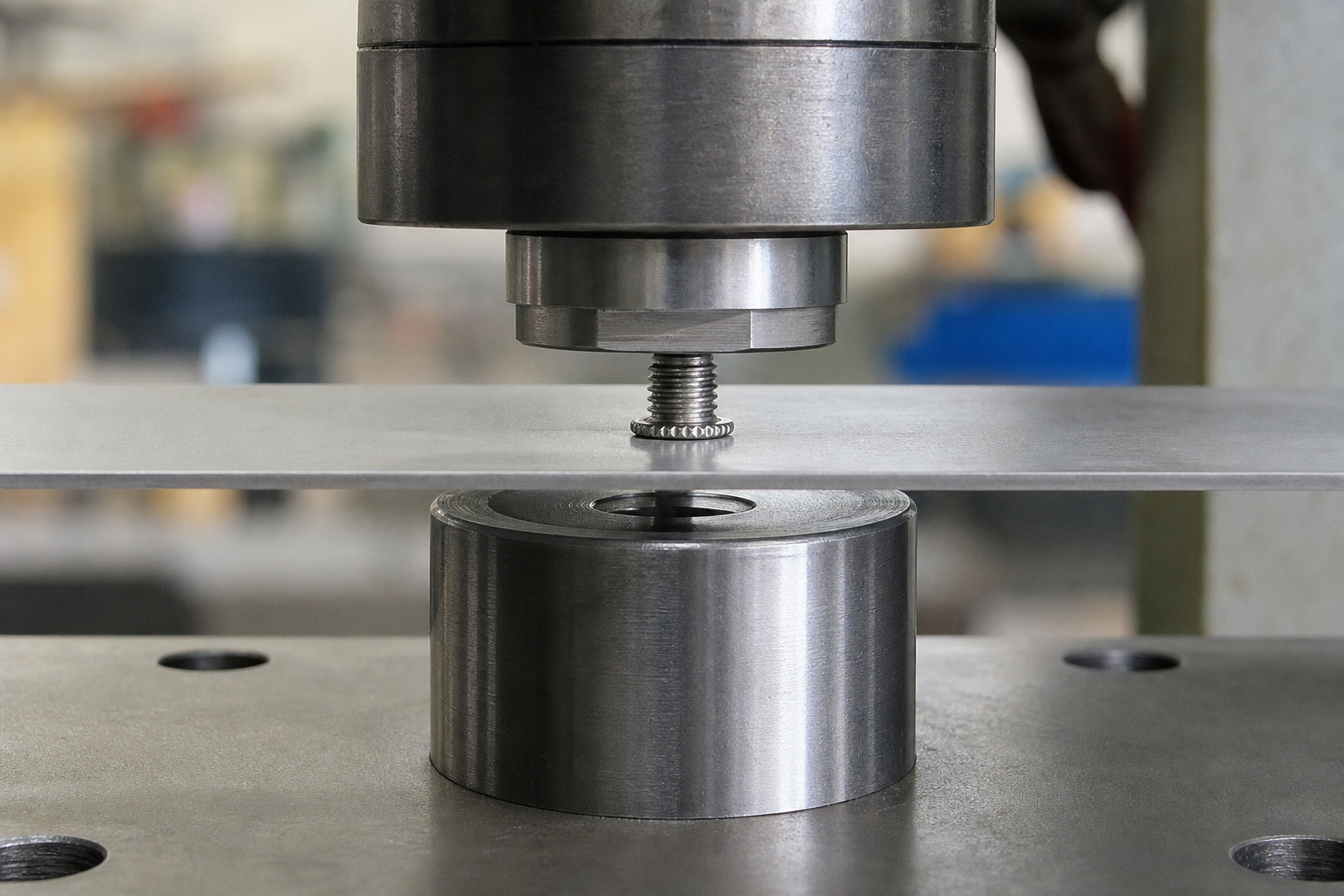
苏州维易达精密科技做首件时,通常不用“压机压力到了”作为唯一结论。操作员会观察螺柱头部支承面是否与板面贴平,再测压装后的板面凹陷和垂直度。若压头与下模不平行,螺柱会先压紧一侧,另一侧环槽仍有空隙。首件剖开看一次材料是否均匀填入环槽,比连续调高压力更有把握,也能发现下模避空孔过小造成的顶碰。
压装参数要用位移和压力一起控制。某批 1.0 毫米 5052 铝板可先从 9 至 12 千牛的试验窗口起步,每次只调一个变量,并记录压头最终位置。压力不足时,螺柱头部与板面留缝;压力过大,板面出现环形凹坑,薄板还会翘曲。压机没有位移监控时,可在首件上用塞尺检查贴合,并定时确认上下模平行度,不能靠操作者听声音判断。
成品检验至少要补一项抗扭验证。用匹配螺母或专用夹具平稳施加扭矩,达到图样或客户规定值后,螺柱不得转动;没有明确数值时,应由工程端根据装配扭矩留出安全余量,不能临时拿电批档位代替。抽检还要覆盖换模、换料和每次补充螺柱后的首件。只测推出力也不够,有些压铆件轴向很牢,齿环咬合不足时仍会空转。
螺柱系列、安装孔和适用板厚的对照资料,可参考 https://www.weeda.cn/ 上的规格信息,再与实际采购型号的图纸逐项核实。报价时也应把冲孔方向、去毛刺、压装和抗扭抽检拆开计算。看似省掉一次孔口检查,批量装配时却可能多出拆件、补铆和重做表面处理的费用。
已经空转的螺柱不宜直接加压再压一次。底孔被齿环刮大后,重复压装很难恢复锁固力;薄板若已凹陷,继续加压还会破坏平面度。少量返工可以评估改用加大安装孔的另一系列压铆件,或在结构允许时改成拉铆螺母,但必须重新验证边距、背面空间和装配扭矩。批量问题则应保留失效件,按孔径、板材、毛刺方向和压装曲线分组,找到共同条件后再放行生产。
发表评论
最近发表
标签列表