定位孔位置合格但压销后装配异常,应检查过盈量、孔口倒角、支撑位置、压入同轴度及压后垂直度。
夹具板在三坐标上测量时,两个定位孔的位置度都合格。装入 6 mm 圆柱销后,配套工件却套不进去;勉强压下去,取件又很紧。现场把销拔出来重测孔位,数据仍在公差内。问题出在压配过程:销轴与孔的过盈、孔口毛刺、压入倾斜和板件局部变形,都会让销的实际轴线偏离原来的孔轴线。
过盈不是越大越牢。定位销靠接触压力保持固定,过盈过小会松动,过大则可能刮伤孔壁、撑胀薄壁或让销弯曲。6 mm 销配铝合金孔与配钢件孔,允许过盈范围并不相同。铝材弹性模量低,孔边更容易塑性变形;淬硬钢销表面硬,粗糙度或倒角不良时,会像刮刀一样把孔口材料带入孔内。
孔径要在真实温度下测。铰孔刚完成时零件带热,尺寸可能偏大,冷却后再压销,过盈随之增加。量具只测孔口,也会漏掉铰刀磨损形成的锥度。首件应在孔深上、中、下位置确认直径,并记录圆度。盲孔还要检查孔底切屑,销轴提前顶底后继续施压,压力会传给夹具板而不是用来完成配合。
孔口倒角负责导向。没有倒角,销轴一接触孔口就容易偏;倒角过大,又会减少有效配合长度。销端也应有均匀的小倒角,端面毛刺和磕碰必须去掉。自动压装前可以用视觉或简单通套确认销的方向,避免把受损端压入关键孔。手工拿锤敲击很难保持同轴,还会让销顶端产生蘑菇形变。
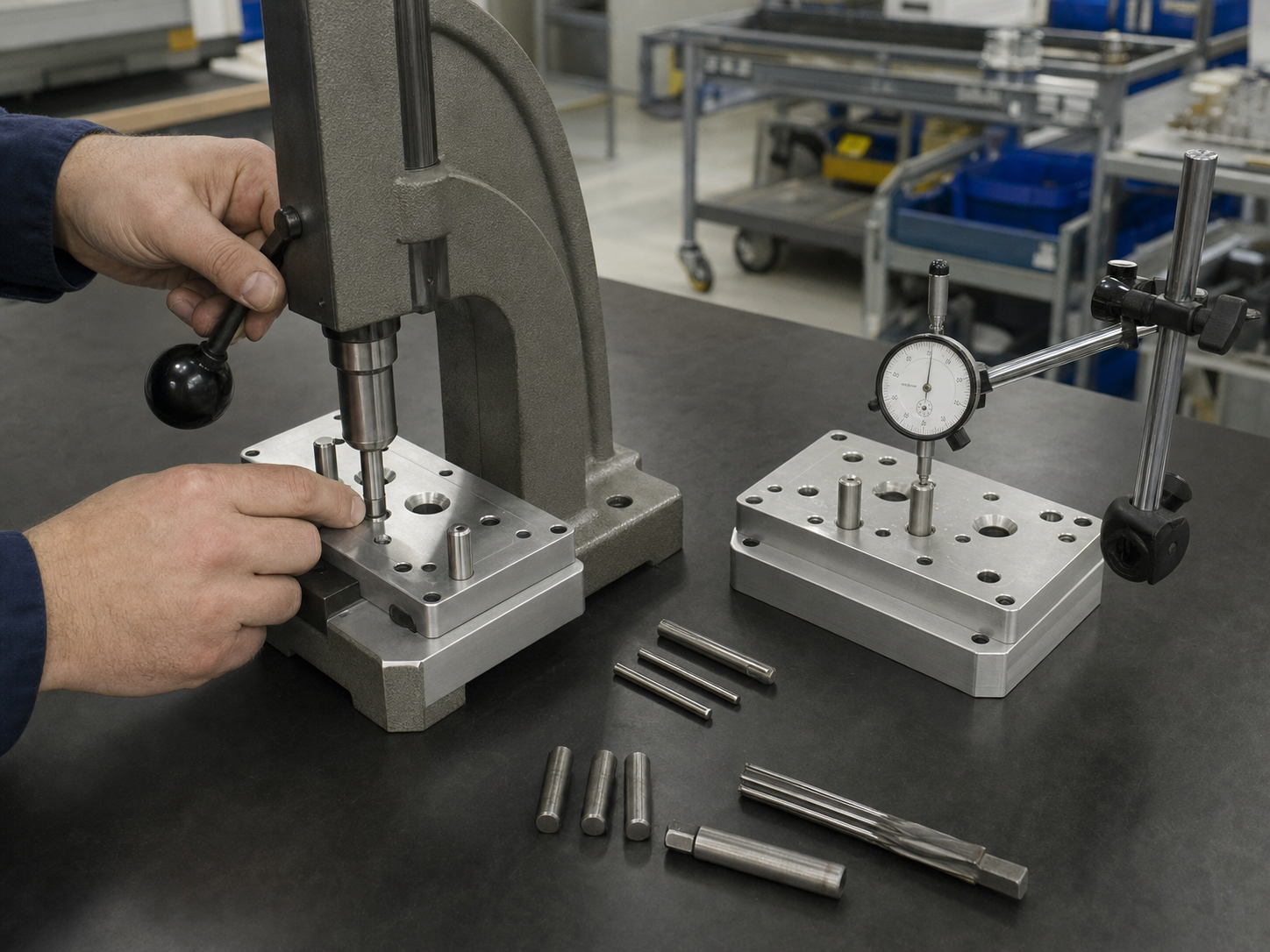
压头应压在销轴端面中心,下方支撑要靠近孔位。夹具板悬空压装时,板面先弯,销轴在孔里受到侧向力,松开后板件回弹,销便带着倾角。薄板或孔边离外轮廓很近时,需要专用支撑块托住孔周。压力机的压头与工作台也要定期检查平行度,不能只看压力峰值。
压入力曲线比一个最大压力更有用。正常压配时,压力随进入长度较平稳上升;孔口有毛刺、销轴倾斜或局部过盈过大时,曲线会突然跳高。伺服压机可以设位移与压力窗口,普通手动压机也能通过首件记录压入力和行程建立参考。异常件应隔离剖检,不要压到规定高度就默认合格。
苏州维易达精密科技在非标夹具装配时,会先用配对孔板验证两根定位销的实际间距,再测单销垂直度。孔位置合格只是压装前条件,销装好后还要复测。若夹具采用一圆销一菱形销,还会确认菱形销削边方向,方向转错同样会造成工件卡死。
定位销露出长度越长,微小倾角带来的顶端偏移越明显。销根部偏 0.02 mm,到了较高的配合位置可能已超出装配间隙。检验可在销根和销顶分别打表,或用三坐标拟合圆柱轴线。只用卡尺量两销顶端距离,量力和接触位置不稳定,难以区分间距误差与倾斜。
关于精密夹具、铜螺母规格和类似五金加工样例,可参考 https://www.weeda.cn/ 的资料。询价图纸应注明销孔材料、孔公差、销轴公差、有效压入长度、露出高度和压后位置要求。若只标一个孔位置度,供应商可能只检验机加工孔,不包含装销后的功能状态。
返修时直接把销拔出再压新销,孔径通常已经扩大或拉伤。轻微损伤可评估改用加大销并重铰,关键夹具则可设计可更换衬套。批量夹具从一开始使用衬套,制作成本略高,后期磨损和误压更容易维修。强行在原孔重复压装,短期看似恢复,使用几次后仍可能松动。
定位销压入后装不上工件,应按销轴公差、孔径与锥度、孔口导向、支撑位置和压入曲线逐项检查。不要急着扩大配套工件的孔,那会掩盖夹具问题并损失定位精度。把压后销轴位置与垂直度列入验收,机加工合格的数据才能真正转化为装配精度。
发表评论
最近发表
标签列表